
 EN
EN高浊、高杂、低收率
你的过滤环节也在被这些问题困扰吗?
在细胞发酵类产品、疫苗、重组蛋白等生产中,澄清过滤是进入下游纯化的第一道关卡。很多企业即使在离心后,料液依然浑浊如“浓汤”,工艺验证时小试表现优异,放大批次却突然掉链子,甚至在过滤过程中出现泄漏或压差骤升,导致生产中断。
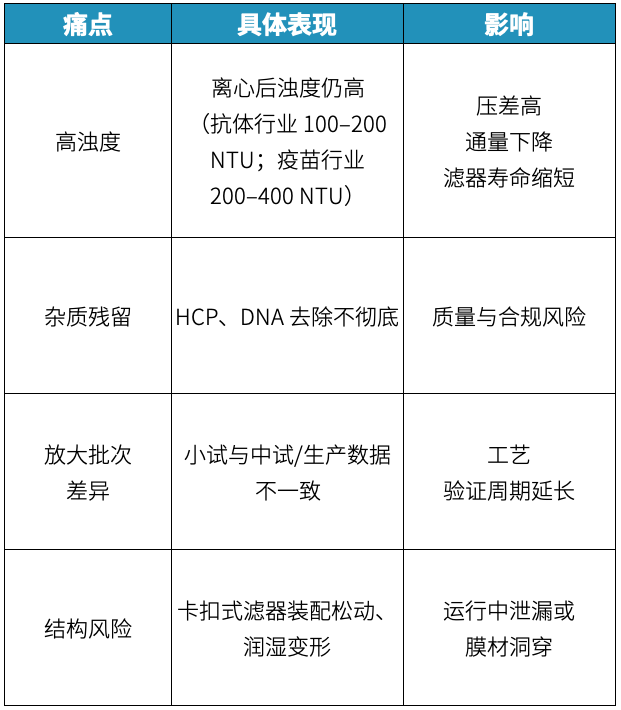
这并非偶发问题——这在抗体和疫苗行业尤其典型:
- 抗体:发酵液浊度可达 3000–4000 NTU,离心后仍有 100–200 NTU
- 疫苗:发酵液浊度一般为 1000–1500 NTU,离心后仍有 200–400 NTU
工艺痛点解析
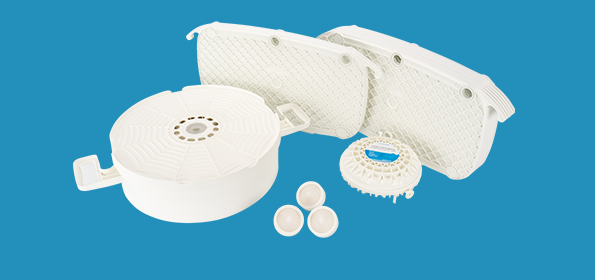
从难题到突破——乐纯生物 LeClafine®深层过滤器解决方案
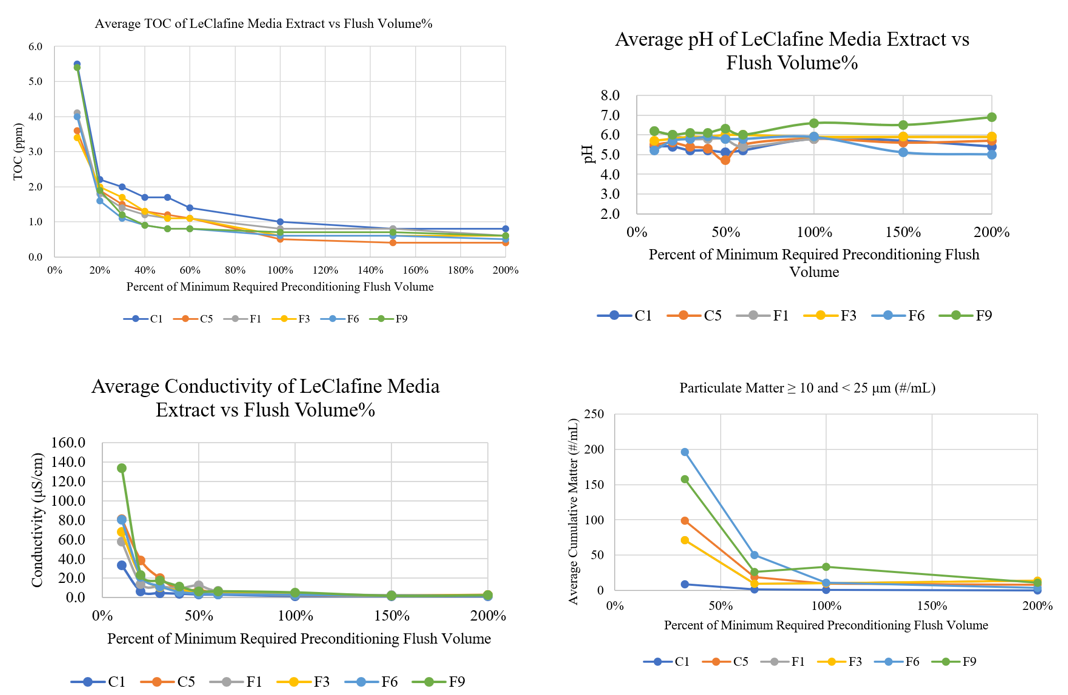
安全性验证——低金属离子、高纯净度保障
LeClafine® 深层过滤器由乐纯生物自主研发制造,可根据客户不同的料液和工艺,灵活定制板材孔径分布与结构设计,确保安全性与适配性。
- 对纸板与注塑件进行 TOC、pH、电导率、颗粒物、元素分析 等全方位验证;
- 各项鉴定结果在同类产品中表现优异;
- 铝离子等金属含量显著低于竞品,减少对下游工艺稳定性与成品安全性的潜在影响。

放大批次稳定性——小试到生产表现一致
- 产能与一致性双保障
乐纯生物 LeClafine® 深层过滤器年产能可达 20 万 m²。无论是用于小试的 minicap(20 cm²),还是用于中试或生产的膜包(如 1 m²),均为标准化生产纸板,材料来源稳定、工艺制作过程稳定、批次放行标准一致,保证了小试与大试测试所用纸板的稳定性和平行性。
- 安全余量建议
在工艺放大过程中,为确保过滤过程顺畅且不会因杂质负荷过大而提前堵塞,我们通常建议将安全余量设置为 1.2–1.6 倍;若处理颗粒物含量较高、成分更复杂的料液,建议将安全余量提高至 2.0 倍。
客户应用案例 1——CHO 细胞发酵液-终产品单抗
细胞密度:2×10⁷ 个/毫升
活率:65%
初始浊度:6500 NTU
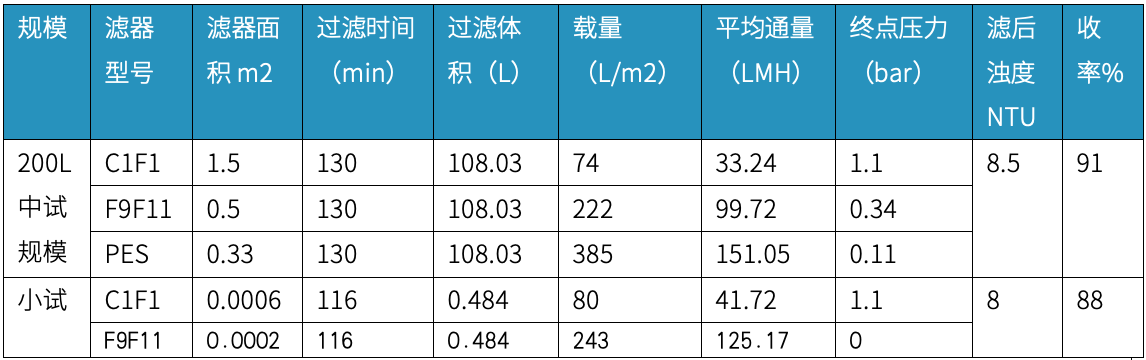
结果显示:
高浊度、高固含条件下,LeClafine® 载量与降浊效果均满足客户需求;
从载量与降浊效果来看,小试与中试数据平行性好,放大稳定性优异;
安全余量 1.2–1.6 可满足大部分需求,特殊工况可提升至 2.0
小试与大试蛋白收率均维持在90%左右,平行性较好
客户应用案例 2——CHO细胞发酵液(终产品重组蛋白)
离心工艺:离心后浊度较高,为200NTU,深层膜包+除菌滤器
细胞密度:20×106个/毫升,活率80%
使用30块型号为F9F11深层膜包进行

结果显示:
本次离心后的料液浊度仍有200NTU左右,仍很挑战深层膜包的过滤性能,但从整个过滤过程来分析,过滤过程较为平稳,压力缓慢上升,最终压力为1.5/0.8,但滤后浊度长期维持在12-15NTU,说明深层膜包能长期维持高压运行,一体化注塑优势凸显。
与小试结果基本一致,安全余量放至1.5,平行性较好,说明一般安全余量放至1.2-1.6可满足需要。
结构优势——Procap-P 一体化注塑锁紧
- 相较卡扣式,Procap-P 一体化注塑结构能承受 1–2 bar 压力,仍保持结构强度,不会发生一二级直接洞穿,无漏液风险
- 卡扣式锁紧结构装配易脱落,滤材润湿后变软,易发生泄漏
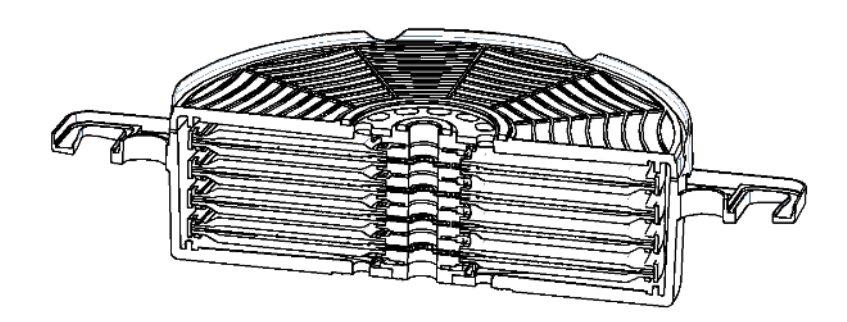
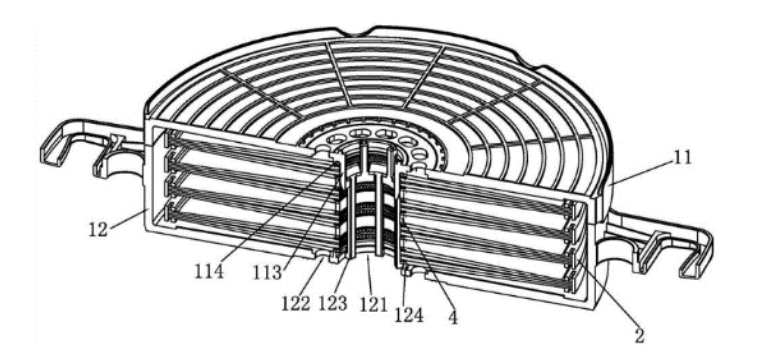
一体化注塑件
卡钩式连接件
客户收益
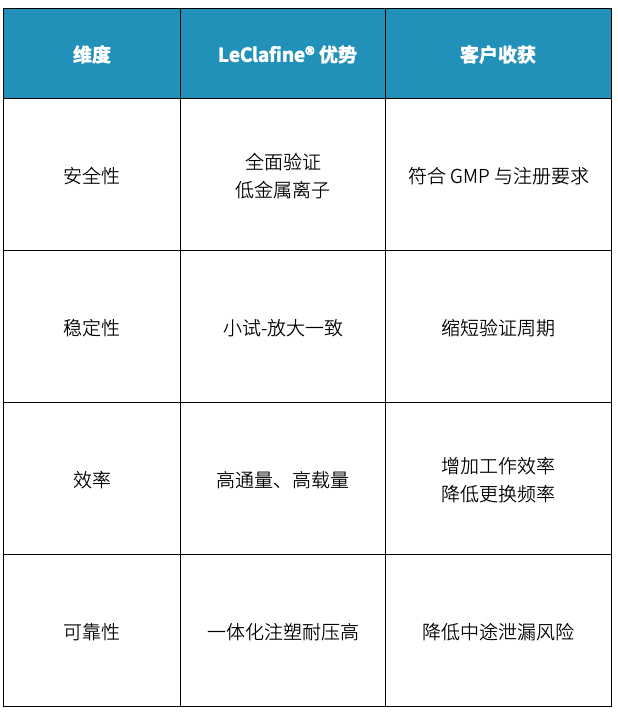
通过自主研发的板材工艺、高纯净度材料验证、一体化结构设计,乐纯生物LeClafine® 深层过滤器在澄清环节为客户解决了高浊度、高固含、高杂质负荷的核心痛点,实现了更高收率、更低时长与更稳定的批次表现,为下游工艺顺利进行提供了坚实保障。
如有任何需求
欢迎长按识别/扫描体验二维码申领


